Разнообразие сварочных электродов и различные принципы, которые могут быть положены в основу их классификации, делают разработку единой системы достаточно затруднительной. Кроме того, марки электродов не стандартизированы, их деление осуществляется по техническим условиям и паспортам, причем каждый тип электродов может соотноситься как с одной, так и с несколькими марками. Однако электроды можно разделить по наличию тех или иных признаков на группы и подгруппы, что позволит в значительной степени облегчить их применение:
1. По материалу, из которого они изготовлены:
1) металлические, которые подразделяются на:
а) плавящиеся, которые по наличию или отсутствию покрытия бывают:
– покрытыми (стальными, медными, чугунными, бронзовыми, алюминиевыми и др.) (рис. 14);
![]()
Рис. 14. Покрытый сварочный электрод: 1 – стержень; 2 – покрытие; 3 – контактный торец, свободный от покрытия
– непокрытыми, которые в настоящее время используются в виде проволоки для проведения сварочных работ в среде защитных газов (по этой причине дальнейший разговор будет вестись исключительно о покрытых электродах);
б) неплавящиеся. К ним относятся вольфрамовые электроды, для облегчения возбуждения сварочной дуги, повышения устойчивости дугового разряда и электропроводности дугового промежутка которых вводятся добавки из оксидов тория (марка ЭВТ), иттрия (ЭВИ-10, ЭВИ-2) или лантана (ЭВЛ-10, ЭВЛ-20). Используются электроды и из чистого вольфрама (ЭВ4). Диаметр вольфрамовых электродов подбирается в зависимости от величины тока и может составлять 0,2-12 мм, а длина – 75, 140, 170 мм.
Вольфрамовые электроды находят применение при дуговой сварке в среде инертных газов, при атомно-водородной или плазменной сварке. Кроме того, они используются для резки и наплавки. Сварку вольфрамовыми электродами ведут от источника переменного тока, электродами с присадками – от источника постоянного и переменного тока прямой и обратной полярности.
Наилучшими сварочными свойствами обладают итерированные электроды, которые позволяют повышать плотность тока и уменьшать расход вольфрама;
2) неметаллические. Они не плавятся в процессе сварки и представлены следующими электродами:
а) угольные, произведенные из электротехнического угля в соответствии с ГОСТом 4425-72. Их диаметр – 5-25 мм, длина – 200–300 мм. В зависимости от того, какой материал предполагается сваривать, конец электрода затачивается под углом 60–70° (для стали) или 20–40° (для цветных металлов);
б) графитовые, изготовленные из синтетического прессованного графита по ГОСТу 4426-71. Их эффективность выше, чем угольных, они отличаются мягкостью, поэтому легко режутся. Поскольку такие электроды имеют высокую электропроводность и повышенную стойкость к окислению на воздухе, возможно увеличение плотности тока примерно в 2,5–3 раза, что дополнительно снижает расход материала.
Угольные и графитовые электроды характеризуются высокой температурой плавления и кипения и низкой теплопроводностью. Качественными считаются те электроды, которые имеют правильную форму, ровную поверхность, не оставляют следов на бумаге и издают металлический звук при ударе. Для повышения стойкости данных видов электродов на них наносят слой меди толщиной 0,06-0,07 мм. Для подведения тока к угольным и графитовым электродам используют электродержатели.
2. По качеству (точности) изготовления, состоянию поверхности покрытия и количеству вредных примесей (серы и фосфора) сварочные электроды делят на три группы, которые обозначаются 1, 2 или 3 (чем больше число, тем выше качество изделия).
3. По назначению сварочные электроды (обозначение указано в скобках) согласно ГОСТу делятся на:
1) предназначенные для сварки:
– легированных теплоустойчивых сталей (Т);
– легированных сталей, имеющих временное сопротивление разрыву более 60 кгс/мм2 (Л);
– углеродистых и низколегированных конструкционных сталей, имеющих временное сопротивление разрыву менее 60 кгс/мм2 (У);
– высоколегированных сталей со специальными свойствами (В);
– чугуна;
– цветных металлов;
2) применяемые для наплавки поверхностных слоев, характеризующихся специальными свойствами (Н).
4. По толщине покрытия (оно зависит от соотношения диаметра покрытого электрода с диаметром стержня, которые обозначаются буквами "D" и "d" соответственно) сварочные электроды подразделяются на изделия с покрытием (в скобках указана маркировка):
– тонким (М) – D/d ≤ 1,2;
– средним (С) – D/d ≤ 1,45;
– толстым (Д) – D/d ≤ 1,8;
– особо толстым (Г) – D/d > 1,8.
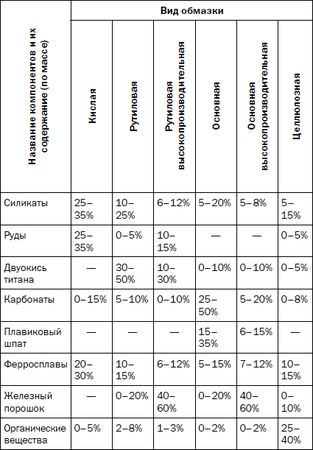
5. По виду покрытия (состав наиболее распространенных обмазок представлен в табл. 4) сварочные электроды классифицируются на те, которые имеют покрытие (в скобках указано буквенное обозначение):
1) кислое (А). Такое покрытие содержит окислы марганца и железа, титановый концентрат, кремнезем и ферромарганец. Защитную газовую среду создают органические компоненты. Наплавленный металл содержит 0,12 % углерода, 0,10 % кремния, 0,6–0,9 % марганца и по 0,05 % серы и фосфора, что соответствует составу кипящей стали.
Таблица 4. СОСТАВ НАИБОЛЕЕ ЧАСТО ПРИМЕНЯЮЩИХСЯ ЭЛЕКТРОДНЫХ ОБМАЗОК
Электроды с кислым покрытием имеют довольно высокую скорость расплавления, их применяют для выполнения сварных швов в любом пространственном положении и от источников как постоянного, так и переменного тока. Они подходят для сваривания металлических деталей, кромки которых покрыты окалиной или ржавчиной. Но от сваривания сталей с повышенным содержанием серы и углерода следует воздержаться, поскольку полученный металл шва склонен к трещинообразованию при кристаллизации.
В сварных швах, выполненных электродами с кислым покрытием, могут образовываться так называемые газовые поры, если:
– в обмазке содержится много марганца;
– в применяющемся ферромарганце повышено содержание кремния и углерода;
– в свариваемом металле много кремния.
Наплавленный металл имеет временное сопротивление более 420 Н/м2, относительное удлинение – не менее 18 %, ударную вязкость – 8 х 10 Н·м/м2.
Электроды с кислым покрытием по механическим свойствам сварного соединения и металла шва принадлежат к типу Э42 (ГОСТ 9467-75).
Из недостатков электродов данной группы следует назвать следующие факторы:
– повышенное разбрызгивание металла;
– выделение марганцовистых соединений, вредных для здоровья сварщика;
– склонность к частому образованию кристаллизационных трещин;
2) основное (Б), в состав которого входят карбонаты кальция, магния, плавиковый шпат и ферросплавы (ферротитан, ферросилиций и др.). При разложении карбонатов выделяются углекислый газ и окись углерода, которые обеспечивают защитную среду для расплавленного металла.
Наплавленный металл по своему составу соответствует спокойной стали с небольшим содержанием кислорода, азота и водорода. Количество серы и фосфора невелико (по 0,035 %), содержание марганца составляет 0,5–1,5 %, а кремния – 0,3–0,6 %.
Полученный металл сварного шва устойчив к образованию кристаллизационных трещин и обладает высокими показателями ударной вязкости при плюсовых и минусовых температурах.
Электроды такого типа находят применение в следующих случаях:
– для сваривания металлов большой толщины;
– для изготовления конструкций, предназначенных для эксплуатации в тяжелых условиях или для транспортировки газов;
– для сварки таких сталей, как литые углеродистые, низколегированные высокопрочные или с повышенным содержанием серы и углерода.
При использовании электродов с основным покрытием необходимо:
– тщательно подготавливать кромки (очищать от окалины, ржавчины, масла и пр.) свариваемых частей, изделий, конструкций;
– избегать увлажнения электродной обмазки;
– вести работу длинной дугой, в противном случае могут образоваться газовые поры.
Для получения заданных механических свойств сварного шва в покрытие добавляют хром, молибден, ферромарганец и ферросилиций;
3) рутиловое (Р), компонентами которого являются концентрат рутила (природный минерал, состоящий по большей части из двуокиси титана), карбонаты магния и кальция, кремнезем (добавляется в виде полевого шпата, слюды и гранита) и ферромарганец. К плюсам этого покрытия относится следующее:
– металл сварного шва, получающийся при сварке, по стойкости не отличается от того, который образуется при работе с электродами с кислой обмазкой;
– данные электроды не склонны к образованию газовых пор даже в условиях сварки по окисленным поверхностям или металлу, который был ранее наплавлен электродами со стабилизирующим покрытием, при перемене длины сварочной дуги;
– обмазка обеспечивает устойчивое горение сварочной дуги, дает качественный шов и сопровождается минимальным разбрызгиванием металла;
– выделение вредных газов при осуществлении сварки довольно небольшое;
– при использовании данных электродов сварка может вестись в любом пространственном положении и от любого источника тока (как постоянного, так и переменного).
Металл шва содержит около 0,12 % углерода, 0,4–0,7 % марганца, 0,1–0,3 % кремния, по 0,04 % серы и фосфора, а уровень водорода определяется наличием в обмазке органических компонентов;
К сожалению!!! По просьбе правообладателя доступна только ознакомительная версия...