Основные способы контактной сварки разработаны в конце прошлого столетия. В 1887 г. Н. Н. Бенардос получил патент на способы точечной и шовной контактной сварки между угольными электродами. Позднее эти способы контактной сварки, усовершенствованные применением электродов из меди и ее сплавов, стали наиболее распространенными.
Контактная сварка занимает ведущее место среди механизированных способов сварки. В автомобилестроении контактная точечная сварка является основным способом соединения тонколистовых штампованных конструкций. Кузов современного легкового автомобиля сварен более чем в 10 000 точек. Современный авиалайнер имеет несколько миллионов сварных точек. Стыковой сваркой сваривают стыки железнодорожных рельсов, стыки магистральных трубопроводов. Шовная сварка применяется при изготовлении бензобаков. Рельефная сварка является наиболее высокопроизводительным способом сварки арматуры для строительных железобетонных конструкций.
Особенность контактной сварки – высокая скорость нагрева и получение сварного шва. Это создает условия применения высокопроизводительных поточных и автоматических линий сборки узлов автомобилей, отопительных радиаторов, элементов приборов и радиосхем.
Контрольные вопросы:
1. Что называется сваркой и какие основные два вида сварки вы знаете?
2. Расскажите о сущности сварки плавлением и сварки давлением.
3. Расскажите о новых видах сварки.
4. Что вы знаете о применении газовой сварки?
5. Что вы знаете о контактной сварке и ее достоинствах?
2. Классификация сварки плавлением
Сварку плавлением в зависимости от различных способов, характера источников нагрева и расплавления свариваемых кромок деталей можно условно разделить на следующие основные виды:
электрическая дуговая, где источником тепла является электрическая дуга;
электрошлаковая сварка, где основным источником теплоты является расплавленный шлак, через который протекает электрический ток;
электронно-лучевая, при которой нагрев и расплавление металла производится потоком электронов;
лазерная, при которой нагрев и расплавление металла происходит сфокусированным мощным лучом микрочастиц – фотонов;
газовая, при которой нагрев и расплавление металла происходит за счет тепла пламени газовой горелки.
Более подробную классификацию можно провести и по другим характеристикам, выделив сварку плавящимся и неплавящимся электродом, дугой прямого и косвенного действия; открытой дугой, под флюсом, в среде защитного газа, дуговой плазмой.
Классификация дуговой сварки производится также в зависимости от степени механизации процесса сварки, рода и полярности тока и т. д.
По степени механизации различают сварку ручную, механизированную (полуавтоматом) и автоматическую. Каждый из видов сварки в соответствии с этой классификацией характеризуется своим способом зажигания и поддержания определенной длины дуги; манипуляцией электродом для придания свариваемому шву нужной формы; способом перемещения дуги по линии наложения шва и прекращения процесса сварки.
При ручной сварке указанные операции выполняются рабочим-сварщиком вручную без применения механизмов (рис. 1).
При сварке на полуавтомате плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются сварщиком вручную (рис. 2).
При автоматической сварке механизируются операции по возбуждению дуги и перемещению ее по линии наложения шва с одновременным поддержанием определенной длины дуги (рис. 3). Автоматическая сварка плавящимся электродом производится, как правило, сварочной проволокой диаметром 1-6 мм; при этом режимы сварки (сварочный ток, напряжение дуги, скорость перемещения дуги и др.) более стабильны. Этим обеспечивается качество сварного шва по его длине, однако требуется более тщательная подготовка к сборке деталей под сварку.
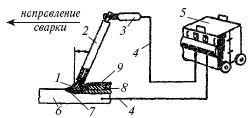
Рис. 1. Схема ручной сварки покрытым электродом: [1]– сварочная дуга; [2]– электрод; [3]– электрододержатель; [4]-сварочные провода; [5]– источник питания (сварочный трансформатор или выпрямитель); [6]– свариваемая деталь, [7]– сварочная ванна; [8]-сварной шов; [9]– шлаковая корка
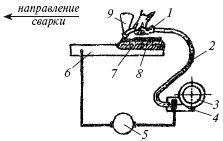
Рис. 2. Схема механизированной (полуавтоматом) сварки под слоем флюса: 1 – держатель; 2 – гибкий шланг, 3 – кассета со сварочной проволокой; 4 – подающий механизм; 5-источник питания (выпрямитель), 6 – свариваемая деталь; 7 – сварной шов; 8 – шлаковая корка; 9 -бункер для флюса
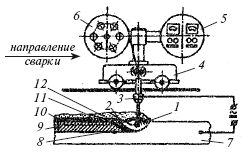
Рис. 3. Схема автоматической дуговой сварки под слоем флюса: 1 – дуга; 2 – газовый пузырь (полость); 3 – сварочная головка; 4 – тележка (сварочный трактор); 5 – пульт управления; 6 -кассета со сварочной проволокой; 7 – свариваемая деталь; 8 – сварочная ванна; 9 – сварной шов; [10]– шлаковая корка; [11]– расплавленный флюс; [12]– нерасплавленный флюс
Контрольные вопросы:
1. Назовите основные виды сварки плавлением.
2. Что вы знаете о механизированных способах сварки?
3. Каковы особенности автоматической сварки?
3. Сущность основных способов сварки плавлением
При электрической дуговой сварке энергия, необходимая для образования и поддержания дуги, поступает от источников питания постоянного или переменного тока.
В процессе электрической дуговой сварки основная часть теплоты, необходимая для нагрева и плавления металла, получается за счет дугового разряда (дуги), возникающего между свариваемым металлом и электродом. При сварке плавящимся электродом под воздействием теплоты дуги кромки свариваемых деталей и торец (конец) плавящегося электрода расплавляются и образуется сварочная ванна. При затвердевании расплавленного металла образуется сварной шов. В этом случае сварной шов получается за счет основного металла и металла электрода.
К плавящимся электродам относятся стальные, медные, алюминиевые; к неплавящимся – угольные, графитовые и вольфрамовые. При сварке неплавящимся электродом сварной шов получается только за счет расплавления основного металла и металла присадочного прутка.
При горении дуги и плавлении свариваемого и электродного металлов необходима защита сварочной ванны от воздействия атмосферных газов – кислорода, азота и водорода, так как они могут проникать в жидкий металл и ухудшать качество металла шва. По способу защиты сварочной ванны, самой дуги и конца нагреваемого электрода от воздействия атмосферных газов дуговая сварка разделяется на следующие виды: сварка покрытыми электродами, в защитном газе, под флюсом, самозащитной порошковой проволокой и со смешанной защитой.
Покрытый электрод представляет собой металлический стержень с нанесенной на его поверхность обмазкой. Сварка покрытыми электродами улучшает качество металла шва. Защита металла от воздействия атмосферных газов осуществляется за счет шлака и газов, образующихся при плавлении покрытия (обмазки). Покрытые электроды применяются для ручной дуговой сварки, в процессе которой необходимо подавать электрод в зону горения дуги по мере его расплавления и одновременно перемещать дугу по изделию с целью формирования шва (см. рис. 1).
При сварке под флюсом сварочная проволока и флюс одновременно подаются в зону горения дуги, под воздействием теплоты которой плавятся кромки основного металла, электродная проволока и част флюса. Вокруг дуги образуется газовый пузырь, заполненный парами металла и материалов флюса. По мере перемещения дуги расплавленный флюс всплывает на поверхность сварочной ванны, образуя шлак Расплавленный флюс защищает зону горения дуги от воздействия атмосферных газов и значительно улучшает качество металла шва Сварка под слоем флюса применяется для соединения средних и больших толщин металла на полуавтоматах и автоматах (см. рис. 3).
Сварку в среде защитных газов выполняют как плавящимся элек тродом, так и неплавящимся с подачей в зону горения дуги присадоч ного металла для формирования сварного шва.
Сварка может быть ручной, механизированной (полуавтоматом и автоматической. В качестве защитных газов применяют углекислый газ, аргон, гелий, иногда азот для сварки меди. Чаще применяются смеси газов: аргон + кислород, аргон + гелий, аргон + углекислый газ + ккислород и др. В процессе сварки защитные газы подаются в зон горения дуги через сварочную головку и оттесняют атмосферные газы от сварочной ванны (рис. 4). При электрошлаковой сварке тепло, идущее на расплавление металла изделия и электрода, выделяется под воздействием электрического тока, проходящего через шлак. Сварк осуществляется, как правило, при вертикальном расположении свариваемых деталей и с принудительным формированием металла шв (рис. 5). Свариваемые детали собираются с зазором. Для предотвращения вытекания жидкого металла из пространства зазора и формирования сварного шва по обе стороны зазора к свариваемым деталям прижимаются охлаждаемые водой медные пластины или ползуны. По мере охлаждения и формирования шва ползуны перемещаются снизу вверх.