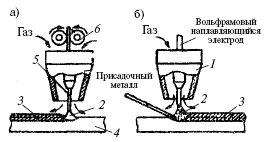
Рис. 4. Схема сварки в среде защитных газов плавящимся (а) и неплавящимся (б) электродом. 1 – сопло сварочной головки; 2 – сварочная дуга; 3 – сварной шов; 4 – свариваемая деталь; 5 – сварочная проволока (плавящийся электрод); 6 – подающий механизм
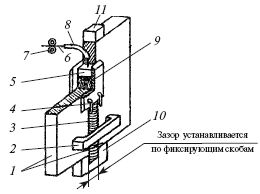
Рис. 5. Схема электрошлаковой сварки:
1 – свариваемые детали; 2 – фиксирующие скобы; 3 – сварной шов; 4 – медные ползуны (пластины); 5 – шлаковая ванна; 6 – сварочная проволока; 7 – подающий механизм; 8 – токоподводящий направляющий мундштук; 9 – металлическая ванна; 10 – карман – полость для формирования начала шва, 11 – выводные планки
Обычно электрошлаковую сварку применяют для соединения деталей кожухов доменных печей, турбин и других изделий толщиной от 50 мм до нескольких метров. Электрошлаковый процесс применяют также для переплава стали из отходов и получения отливок.
Электронно-лучевая сварка производится в специальной камере в глубоком вакууме (до 13-105 Па). Энергия, необходимая для нагрева и плавления металла, получается в результате интенсивной бомбардировки места сварки быстро движущимися в вакуумном пространстве электронами. Вольфрамовый или металлокерамический катод излучает поток электронов под воздействием тока низкого напряжения. Поток электронов фокусируется в узкий луч и направляется на место сварки деталей. Для ускорения движения электронов к катоду и аноду подводится постоянное напряжение до 100 кВ. Электронно-лучевая сварка широко применяется при сварке тугоплавких металлов, химически активных металлов, для получения узких и глубоких швов с высокой скоростью сварки и малыми остаточными деформациями (рис. 6).
Лазерная сварка – эта сварка плавлением, при которой для нагрева используется энергия излучения лазера. Термин "лазер" получил свое название по первым буквам английской фразы, которая в переводе означает: "усиление света посредством стимулированного излучения".
Современные промышленные лазеры и системы обработки материалов показали существенные преимущества лазерной технологии во многих специальных отраслях машиностроения. Промышленные СО2-лазеры и твердотельные снабжены микропроцессорной системой управления и применяются для сварки, резки, наплавки, поверхностной обработки, прошивки отверстий и других видов лазерной обработки различных конструкционных материалов. С помощью СО2-лазера производится резка как металлических материалов, так и неметаллических: слоистых пластиков, стеклотекстолита, гетинакса и др. Лазерная сварка и резка обеспечивают высокие показатели качества и производительности.
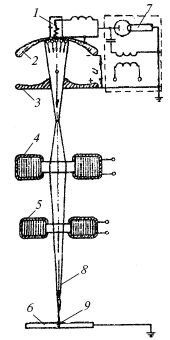
Рис. 6. Схема формирования пучка электронов при электронно-лучевой сварке: 1 – катодная спираль; 2 – фокусирующая головка; 3 – первый анод с отверстием; 4 – фокусирующая магнитная катушка для регулирования диаметра пятна нагрева на детали; 5 – магнитная система отклонения пучка; 6 – свариваемая деталь (анод); 7 – высоковольтный источник постоянного тока; 8 – сфокусированный пучок электронов; 9 – сварной шов
Контрольные вопросы:
1. Что такое сварочная ванна?
2. Из чего состоит металл сварного шва при сварке плавящимся и неплавящимся электродами?
3. Какие функции выполняют плавящиеся и неплавящиеся электроды?
4. Для чего необходима защита сварочной ванны, дуги и конца нагретого электрода?
5. На какие виды подразделяется электрическая сварка плавлением по способу защиты?
6. Расскажите, в чем сущность сварки покрытыми электродами?
7. За счет чего осуществляется защита зоны горения дуги при сварке под слоем флюса?
8. В чем сущность сварки в защитных газах?
9. Кратко охарактеризуйте электрошлаковую сварку.
10. Каковы достоинства электронно-лучевой и лазерной сварки?
Глава 2
СВАРНЫЕ СОЕДИНЕНИЯ И ШВЫ
1. Основные типы сварных соединений
Сварным соединением называется неразъемное соединение деталей, выполненное сваркой. В металлических конструкциях встречаются следующие основные типы сварных соединений: стыковые, нахлесточные, тавровые, угловые и торцовые (рис. 7).
Стыковое – это сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями.
Нахлесточное – сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга.
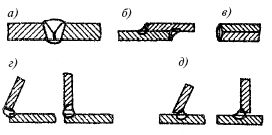
Рис. 7. Сварные соединения: а– стыковое; б – нахлесточное; в – торцовое; г – угловое; д – тавровое
Тавровое – сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента.
Угловое – сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев.
Торцовое – сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу.
Контрольные вопросы:
1. Какое сварное соединение называется стыковым?
2. Чем отличается стыковое соединение от нахлесточного?
3. Какое сварное соединение называется тавровым?
4. Чем отличается угловое соединение от торцового?
2. Классификация и обозначение сварных швов
Сварной шов – это участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением, или сочетания кристаллизации и деформации. Сварные швы могут быть стыковыми и угловыми. Стыковой – это сварной шов стыкового соединения. Угловой – это сварной шов углового, нахлесточного или таврового соединений. Сварные швы подразделяются также по положению в пространстве (в соответствии с существующими стандартами): нижнее – Н и в лодочку – Л, полугоризонтальные – Пг, горизонтальные – Г, полувертикальные – Пв, вертикальные – В, полупотолочные – Пп, потолочные – П (рис. 8).
По протяженности швы различают сплошные (непрерывные) и прерывистые. Прерывистые швы могут быть цепными или шахматными (рис. 9, а).
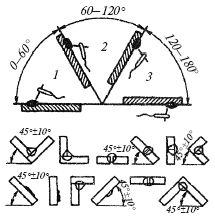
Рис. 8. Основные положения сварки и их обозначения: 1 – нижнее; 2 – вертикальное или горизонтальное на вертикальной поверхности; 3 – потолочное
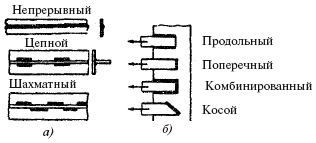
Рис. 9. Классификация сварных швов: а – по протяженности; б – по отношению к направлению действующих усилий
По отношению к направлению действующих усилий швы подразделяются на продольные, поперечные, комбинированные и косые (рис. 9, б).
По форме наружной поверхности стыковые швы могут быть выполнены нормальными (плоскими), выпуклыми или вогнутыми (рис. 10). Соединения, образованные выпуклыми швами, лучше работают при статических нагрузках. Однако чрезмерный наплыв приводит к лишнему расходу электродного металла и поэтому выпуклые швы неэкономичны. Плоские и вогнутые швы лучше работают при динамических и знакопеременных нагрузках, так как нет резкого перехода от основного металла к сварному шву. В противном случае создается концентрация напряжений, от которых может начаться разрушение сварного соединения.